
Båndtransportørrullerer ruller som brukes med jevne mellomrom for å støtte den aktive siden og retursiden av transportbåndet. Nøyaktig produsert, grundig installert og godtvedlikeholdte valserer avgjørende for jevn og effektiv drift av et båndtransportør.GCS rulletransportørprodusenterVi kan tilpasse ruller i et bredt spekter av diametre, og produktene våre har spesielle tetningskonstruksjoner for å oppnå 0 vedlikehold uten behov for ettersmøring. Rullediameter, lagerdesign og tetningskrav er de viktigste faktorene som påvirker friksjonsmotstanden. Valg av passende rullediameter og lager- og akselstørrelse er basert på type tjeneste, lasten som skal bæres, båndhastigheten og driftsforholdene. Hvis du har spørsmål om designløsninger for rulletransportører, kan du gjerne kontakteGCS-funksjonærog vi vil ha en spesialistingeniør innen rullebånddesign til din disposisjon.
1. Klassifisering av rullesett.
I henhold til forskjellen støtter bærerullene transportbåndets lastbevegelse, og returrullene støtter transportbåndets tomme returbevegelse.
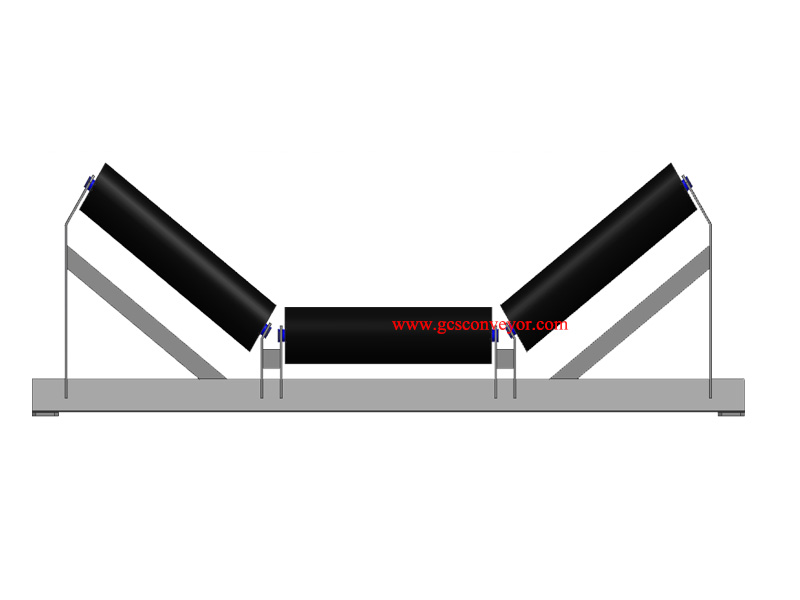
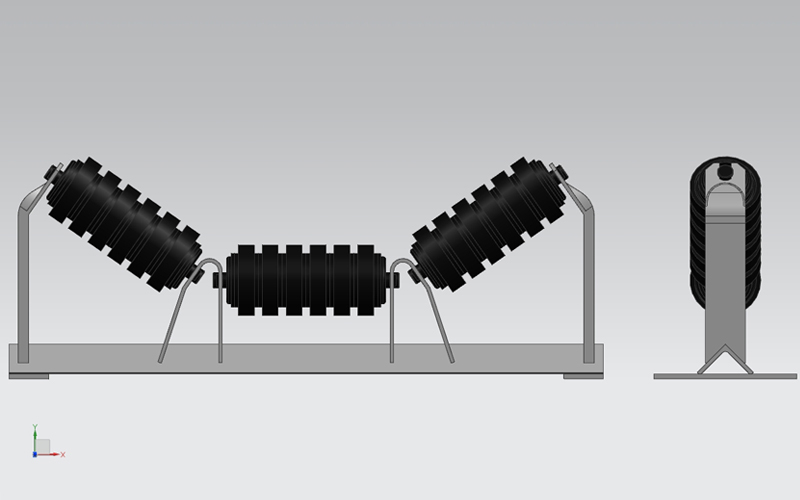
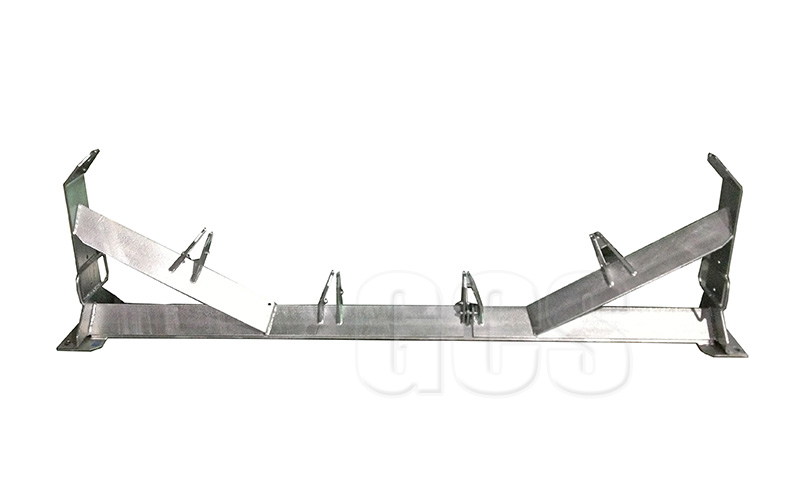
1.1 Bærerullesett.
Den lastbærende siden av bærerullesettet er vanligvis et rennesett, som brukes til å bære materialet og forhindre at det søler ut og tilsmusser eller skader båndet. Vanligvis består bærerullene av 2, 3 eller 5 ruller anordnet i en rillekonfigurasjon, som kan tilpasses med rillevinkler på 15°, 20°, 25°, 30°, 35°, 40°, 45° og 50°. 15-graders slissevinkel er kun tilgjengelig for to rullespor. Hvis andre spesialfunksjoner er nødvendige, kan også slagrennesett, vertikale rullesett med selvjusterende ruller og opphengte girlanderrullesett brukes.

1.2 Returvalsesett.
Returrullesettet er, som navnet tilsier, rullesettet som brukes på retursiden av båndet, som ikke berører materialet, men støtter båndet tilbake til transportbåndets startpunkt. Disse rullene er vanligvis hengt opp under den nedre flensen på den langsgående bjelken som støtter bærerullene. Det er å foretrekke å installere returruller slik at båndets returløp kan sees under transportbåndsrammen. Vanlige returrullesett er flate returrullesett, V-formede returrullesett, selvrensende returrullesett og selvjusterende returrullesett.
2. Avstand mellom rullene.
Faktorer som må vurderes når man velger avstand mellom rullene er båndvekt, materialvekt, rullebelastningsklassifisering, båndets nedfall, rullens levetid, båndets klassifisering, båndspenning og vertikal kurveradius. For generell transportørdesign og valg er båndets nedfall begrenset til 2 % av rullestigningen ved minimumsspenning. Nedfallsgrensen under transportørstart og -stopp tas også i betraktning i det generelle valget. Hvis for mye nedfall fra rillebåndet får lastes mellom de treggene rullene, kan materialet søles over kanten av båndet. Å velge riktig rullestigning kan derfor bidra til å forbedre effektiviteten til transportøroperasjonen og forhindre havari.
2.1 Avstand mellom returruller:
Det finnes standarder for anbefalt normal avstand mellom returruller for generelt arbeid med båndtransportører. For tyngre bånd med en bredde på 1200 mm eller mer anbefales det at avstanden mellom returrullene bestemmes ved å bruke hensyn til rullelastklassifisering og båndets nedheng.
2.1 Avstand mellom rullene ved lastepunktet.
Ved lastepunktet bør avstanden mellom rullene holde båndet stabilt og holde båndet i kontakt med gummikanten på lasteskjørtet langs hele lengden. Nøye oppmerksomhet på avstanden mellom rullene ved lastepunktet vil minimere lekkasje av materiale under skjørtet og også minimere slitasje på bånddekselet. Merk at hvis slagruller brukes i lasteområdet, må ikke slagrullens kapasitet være høyere enn standard rullekapasitet. God praksis krever at avstanden mellom rullene under lasteområdet skal tillate at mesteparten av lasten griper inn i båndet mellom rullene.
2.3 Avstand mellom rennevalser ved siden av haletrinsen.
Når båndkanten strekkes fra den siste rennevalsen som er satt til haletrinsen, øker spenningen på ytterkanten. Hvis belastningen på båndkanten overstiger slaktkroppens elastisitetsgrense, strekkes båndkanten permanent og fører til vanskeligheter med båndtrening. På den annen side, hvis de gjennomgående rullene er for langt fra haletrinsen, kan det oppstå lastsøl. Avstanden er viktig i endringen (overgangen) fra renne til flat form. Avhengig av overgangsavstanden kan én, to eller flere overgangstype rennevalser brukes til å støtte båndet mellom den siste standard rennevalsen og haletrinsen. Disse tomgangshjulene kan plasseres i en fast vinkel eller en justerbar sentralisert vinkel.
3. Valg av valser.
Kunden kan bestemme hvilken type ruller de skal velge basert på bruksscenariet. Det finnes ulike standarder i rulleindustrien, og det er enkelt å bedømme kvaliteten på rullene i henhold til disse standardene. GCS rulletransportører kan produsere ruller i henhold til ulike nasjonale standarder, så ta gjerne kontakt med oss hvis du trenger det.
3.1 Klassifisering og rullelevetid.
Levetiden til en vals bestemmes av en kombinasjon av faktorer som tetninger, lagre, skalltykkelse, båndhastighet, blokkstørrelse/materialtetthet, vedlikehold, miljø, temperatur og et passende CEMA-utvalg av valser for å håndtere den maksimale beregnede valsebelastningen. Selv om lagrenes levetid ofte brukes som en indikator på tomgangshjulets levetid, bør det erkjennes at påvirkningen av andre variabler (f.eks. tetningseffektivitet) kan være viktigere enn lagre for å bestemme tomgangshjulets levetid. Siden lagerklassifiseringen er den eneste variabelen som laboratorietester gir en standardverdi for, bruker CEMA imidlertid lagre for valsenes levetid.
3.2 Materialetype for valsene.
Avhengig av bruksscenariet brukes forskjellige materialer, som PU, HDPE, Q235 karbonstål og rustfritt stål. For å oppnå en viss høytemperaturmotstand, korrosjonsbestandighet og flammehemmende effekt, bruker vi ofte spesifikke materialer til valsene.
3.3 Belastning av ruller.
For å velge riktig CEMA-klasse (serie) av valser, er det nødvendig å beregne rullelasten. Rullelastene vil bli beregnet for topp- eller maksimumsforhold. I tillegg til strukturell feiljustering, må transportbånddesigneren grundig undersøke alle forhold som er relevante for beregning av feiljusteringslasten (IML) på valsene. Avvik i høyden på valsene mellom standard faste valser og sfæriske valser (eller andre spesielle typer valser) bør tas opp ved valg av valseserie eller ved kontroll av transportbåndets design og installasjon.
3.4 Beltehastighet.
Båndhastigheten påvirker den forventede levetiden til lagrene. Imidlertid avhenger riktig transportbåndhastighet også av egenskapene til materialet som skal transporteres, den nødvendige kapasiteten og båndspenningen som brukes. Lagerlevetiden (L10) avhenger av antall omdreininger på lagerhuset. Jo raskere båndhastigheten er, desto flere omdreininger per minutt og dermed desto kortere levetid for et gitt antall omdreininger. Alle CEMA L10 levetidsvurderinger er basert på 500 o/min.
3,5 Rullediameter.
For en gitt båndhastighet vil bruk av en rulle med større diameter øke løpehjulslagrene. I tillegg, på grunn av den lavere hastigheten, har rullene med større diameter mindre kontakt med båndet og dermed mindre slitasje på huset og lengre levetid.

GCS forbeholder seg retten til å endre dimensjoner og kritiske data når som helst uten varsel. Kunder må sørge for at de mottar sertifiserte tegninger fra GCS før de ferdigstiller designdetaljene.
Publisert: 01.09.2022