
Blant alle typerrullehjultransportutstyr, rulletransportører har et ekstremt bredt bruksområde og en solid posisjon som ikke kan ignoreres. Rulletransportører brukes i budtjenester, posttjenester, e-handel, flyplasser, mat og drikke, mote, bilindustri, havner, kull, byggematerialer og diverse andre produksjonsindustrier.
Varer som er egnet for rulletransportører bør ha en flat, stiv kontaktflate under, f.eks. stive pappesker, flatbunnede plastbokser, metallkasser (stålkasser), trepaller osv. Når varenes kontaktflate er myk eller ujevn (f.eks. myke vesker, håndvesker, deler med ujevn bunn osv.), er de ikke egnet for rulletransport. Det bør også bemerkes at hvis kontaktflaten mellom varene og rullen er for liten (punktkontakt eller linjekontakt), selv om varene kan transporteres, vil rullen lett bli skadet (delvis slitasje, ødelagt konisk hylse osv.) og utstyrets levetid vil bli påvirket, f.eks. metallkasser med nettingbunnkontaktflate.

Valg av rulletype
Ved manuell skyving eller skråstilt friskyving, velg en ikke-motorisert rulle. Ved bruk av vekselstrømsmotordrift, velg en krafttransportørrulle. Krafttransportørrullene kan deles inn i drivruller med enkelt tannhjul, doble drivruller med tannhjul, synkrone remdriftsruller, drivruller med flere vertikale remdriftsruller, O-remdriftsruller, osv., avhengig av kjøremodus. Ved bruk av elektrisk rulledrift, velg en elektrisk rulle og en krafttransportørrull eller en ikke-motorisert rulle. Når varer må stoppe akkumulering på transportbåndet, kan akkumuleringstrinse velges avhengig av de faktiske akkumuleringsbehovene til hylsen (friksjonen er ikke justerbar) og en justerbar akkumuleringstrinse. Når varene må oppnå snubevegelse, bør man velge en konisk rulle. Standard konisk rullevinkel for forskjellige produsenter er vanligvis 3,6 ° eller 2,4 °, med 3,6 ° som oftest.

Valg av rullemateriale:
Ulike bruksmiljøer krever at man velger forskjellige materialer til valsen: Plastdeler er sprø i lavtemperaturmiljøer og ikke egnet for langvarig bruk. I lavtemperaturmiljøer er det nødvendig å velge en stålvalse. Valsen produserer litt støv under bruk, så den kan ikke brukes i støvfrie miljøer. Polyuretan absorberer lett farger på utsiden, så den kan ikke brukes til å transportere kartonger og varer med trykkfarger. Trommel i rustfritt stål bør velges i etsende miljø. Når transportobjektet forårsaker større slitasje på valsen, bør man velge en valse i rustfritt stål eller hardforkrommet stål så langt det er mulig på grunn av den dårlige slitestyrken til den galvaniserte valsen og det dårlige utseendet etter slitasje. På grunn av behovet for høy hastighet, klatring og andre årsaker, brukes gummivalser for å beskytte varene på bakken, redusere støy fra overføringen og så videre.
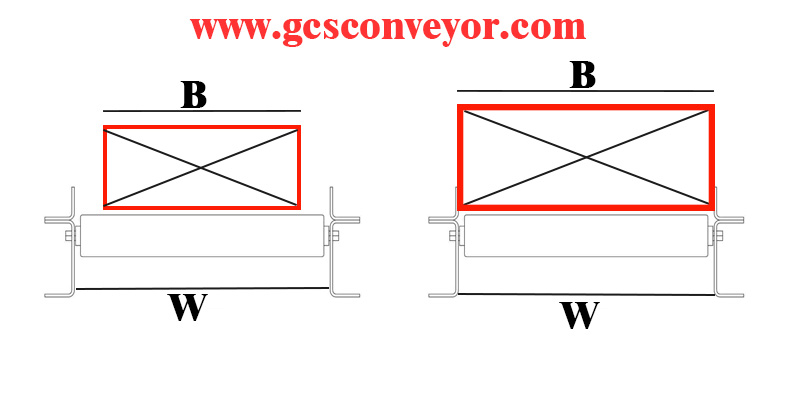
Valg av rullebredde:
For rettlinjet transport er lengden på trommelen W under normale omstendigheter 50~150 mm bredere enn bredden på godset B. Når posisjonering er nødvendig, kan den velges så liten som 10~20 mm. For gods med stor stivhet i bunnen kan bredden på godset være litt større enn lengden på rulleflaten uten at det påvirker normal transport og sikkerhet, vanligvis W≥0,8B.
For dreieseksjonen er det ikke bare godsets breddeBsom påvirker rullelengdenWBåde lengden på varene Log svingradiusen Rha innflytelse på det. Dette kan beregnes ut fra formelen i diagrammet nedenfor, eller ved å dreie det rektangulære transportbåndetL*Brundt midtpunktet som vist i diagrammet nedenfor, og sørg for at transportbåndet ikke gnir mot de indre og ytre føringskantene på transportbåndslinjen, og at det er en viss margin. Den endelige justeringen gjøres deretter i henhold til rullestandardene til de forskjellige produsentene.
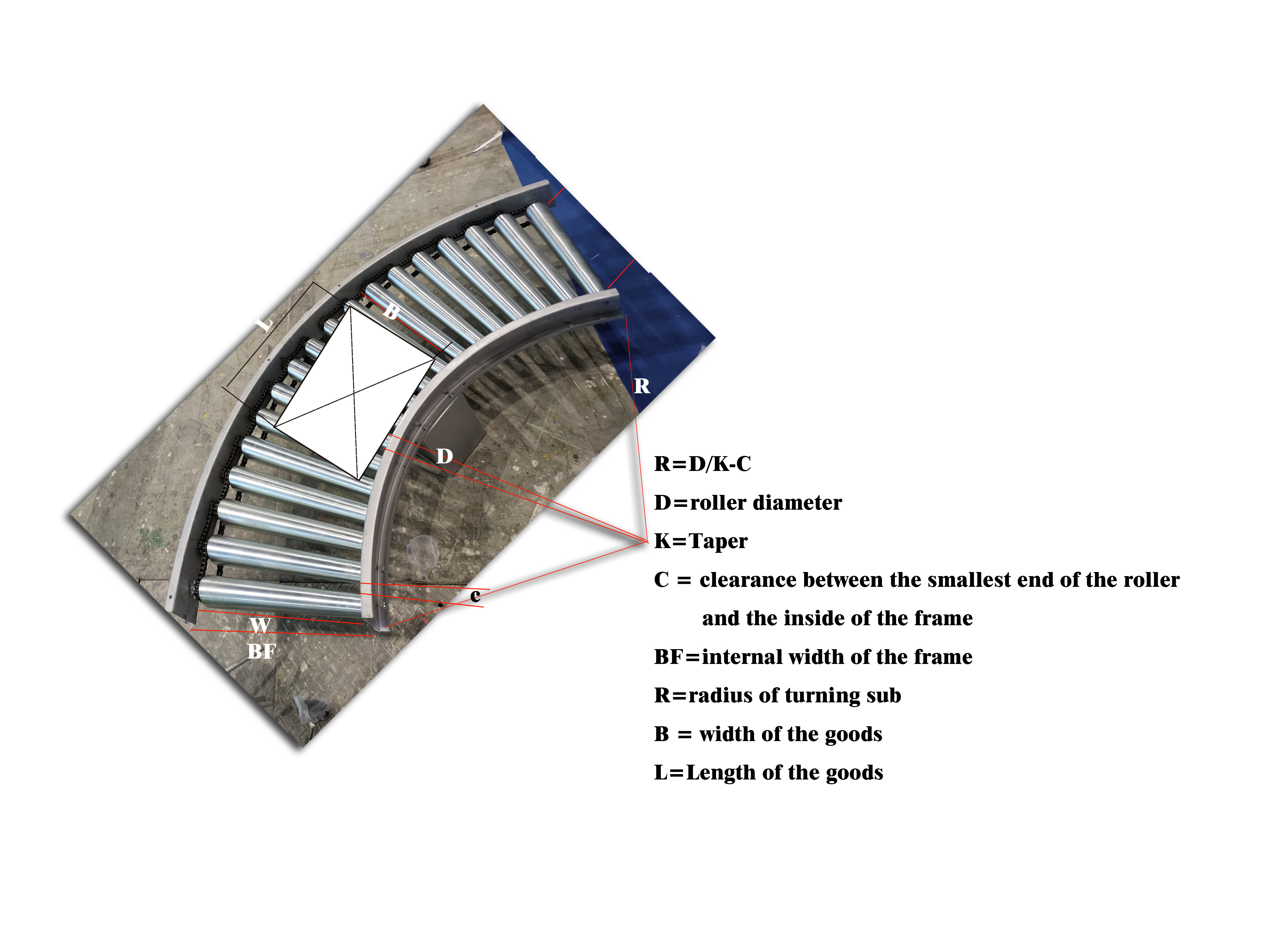
Med samme godsbredde i både den rette seksjonen og vendeseksjonen av linjelegemet, vil lengden på rullen som kreves av vendeseksjonen være større enn den rette seksjonen. Vanligvis tas vendeseksjonen som ensartet lengde på rulletransportlinjen, slik at det er upraktisk å forene, og kan sette overgangen til den rette seksjonen.
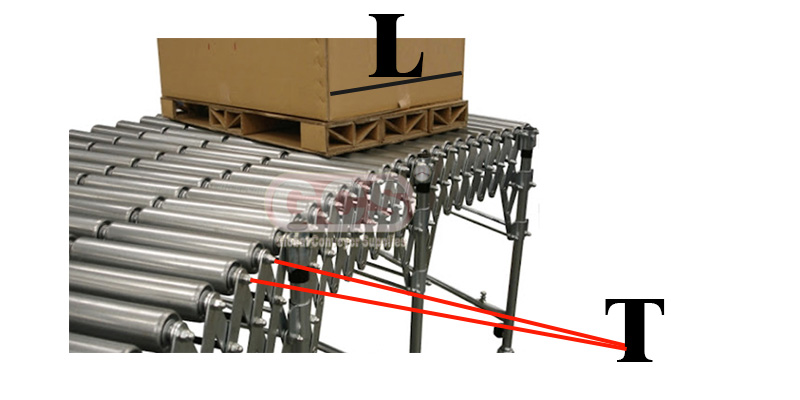
Valg av rulleavstand.
For å sikre problemfri transport av varer, bør minst 3 eller flere ruller støtte varene til enhver tid, dvs. at rullesenteravstanden T ≤ 1/3 L, vanligvis antatt som (1/4 til 1/5) L i praktisk erfaring. For fleksibelt og slankt gods må også godsets nedbøyning tas i betraktning: godsets nedbøyning på en rulleavstand bør være mindre enn 1/500 av rulleavstanden, ellers vil det øke kjøremotstanden betraktelig. Det må også bekreftes at hver rulle ikke kan bære mer enn sin maksimale statiske belastning (denne belastningen er den jevnt fordelte belastningen uten støt, hvis det er en konsentrert belastning, må også en sikkerhetsfaktor økes).
I tillegg til å oppfylle de ovennevnte grunnleggende kravene, må rullestigningen også oppfylle noen andre spesielle krav.
(1) Senteravstanden til den doble kjededrivrullen skal følge formelen: senteravstand T = n * p / 2, hvor n er et heltall og p er kjedeavstanden. For å unngå at kjeden knekker seg halvt, er den vanlige senteravstanden som følger.
| Modell | Avstand (mm) | Anbefalt senteravstand (mm) | Toleranse (mm) | ||||
| 08B11T | 12,7 | 69,8 | 82,5 | 95,2 | 107,9 | 120,6 | 0/-0,4 |
| 08B14T | 12,7 | 88,9 | 101,6 | 114,3 | 127 | 139,7 | 0/-0,4 |
| 10A13T | 15,875 | 119 | 134,9 | 150,8 | 166,6 | 182,5 | 0/-0,4 |
| 10B15T | 15,875 | 134,9 | 150,8 | 166,6 | 182,5 | -198,4 | 0/-0,7 |
2) Senteravstanden til synkronbeltearrangementet har en relativt streng grense, den vanlige avstanden og den matchende synkronbeltetypen er som følger (anbefalt toleranse: +0,5/0 mm)
| Bredde på tannrem: 10 mm | ||
| Rulleavstand (mm) | Modell av registerreim | Tenner på tannreim |
| 60 | 10-T5-250 | 50 |
| 75 | 10-T5-280 | 56 |
| 85 | 10-T5-300 | 60 |
| 100 | 10-T5-330 | 66 |
| 105 | 10-T5-340 | 68 |
| 135 | 10-T5-400 | 80 |
| 145 | 10-T5-420 | 84 |
| 160 | 10-T5-450 | 90 |
3) Stigningen på rullene i en fler-V-remdrift bør velges fra følgende tabell.
| Rulleavstand (mm) | Typer poly-Vee-belter | |
| 2 spor | 3 spor | |
| 60–63 | 2PJ256 | 3PJ256 |
| 73–75 | 2PJ286 | 3PJ286 |
| 76–78 | 2PJ290 | 3PJ290 |
| 87–91 | 2PJ314 | 3PJ314 |
| 97–101 | 2PJ336 | 3PJ336 |
| 103–107 | 2PJ346 | 3PJ346 |
| 119–121 | 2PJ376 | 3PJ376 |
| 129–134 | 2PJ416 | 3PJ416 |
| 142–147 | 2PJ435 | 3PJ435 |
| 157–161 | 2PJ456 | 3PJ456 |
4) Når man driver et O-belte, bør man velge forskjellig forspenning i henhold til forslagene fra forskjellige O-belteprodusenter, vanligvis 5 % ~ 8 % (det vil si at 5 % ~ 8 % trekkes fra den teoretiske bunndiameterringens lengde som forspenningslengde)
5) Når du bruker dreietrommelen, anbefales det at den inkluderte vinkelavstanden for trommelen for dobbeltkjededrift er mindre enn eller lik 5°, og det anbefales å velge senteravstanden til flerkilereimen på 73,7 mm.
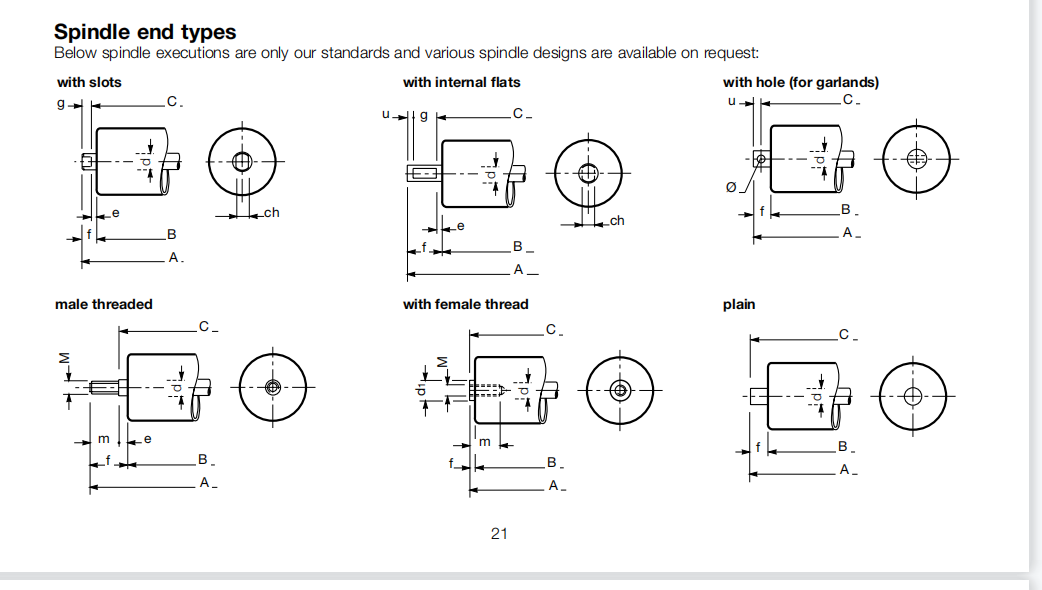
Valg av installasjonsmodus:
Det finnes ulike installasjonsmetoder for ruller, for eksempel fjærpressing, innvendig gjenge, utvendig gjenge, flat tapp, halvsirkelformet flat (D-type), hullmontering, osv. Blant dem er innvendig gjenge den mest brukte, etterfulgt av fjærpressing, og de andre måtene brukes ved spesifikke anledninger, som ikke er vanlige.
Sammenligning av vanlige monteringsmetoder.
1) Fjærtrykktype.
a. Den mest brukte monteringsmetoden for ikke-motordrevne valser er svært enkel og rask å installere og demontere.
b. Det kreves en viss installasjonsmargin mellom rammens indre bredde og rullen, som vil variere avhengig av diameter, åpning og høyde, og vanligvis etterlater det et gap på 0,5 til 1 mm på den ene siden.
c. Det kreves ytterligere bindinger mellom rammene for å stabilisere og forsterke rammen.
d. Det anbefales ikke at tannhjulsrullen monteres med en løs forbindelse, for eksempel en fjærinnpressingstype.
2) Innvendig gjenge.
a. Det er den mest brukte monteringsmetoden i motordrevne transportbånd som tannhjulsruller, der rullene og rammen er koblet sammen som en enhet ved hjelp av bolter i begge ender.
b. Det er relativt tidkrevende å installere og demontere valsen.
c. Hullet i rammen bør ikke være for stort for å redusere høydeforskjellen på rullen etter installasjon (avstanden er vanligvis 0,5 mm, for eksempel for M8 anbefales det at hullet i rammen skal være Φ8,5 mm).
d. Når rammen er laget av aluminiumsprofil, anbefales det å velge konfigurasjonen "stor akseldiameter og liten gjenge" for å forhindre at akselen trenger inn i aluminiumsprofilen etter låsing.
3) Flate tapper.
a. Avledet fra mine slissede rullesett, der den runde akselkjerneenden er frest flatt på begge sider og sneppet inn i det tilsvarende rammesporet, noe som gjør installasjon og fjerning ekstremt enkel.
b. Mangel på oppoverrettet begrensning, så de brukes mest som båndmaskinvalser, ikke egnet for kraftoverføring som tannhjul og flerkammerbelter.
Angående last og lastebæring.
Last: Dette er den maksimale lasten som kan bæres på en vals som kan kjøres i drift. Lasten påvirkes ikke bare av lasten som bæres av en enkelt vals, men også av valsens monteringsform, drivanordningen og drivkomponentenes drivkapasitet. Ved kraftoverføring spiller lasten en avgjørende rolle.
Lastbæring: Dette er den maksimale lasten en vals kan bære. Hovedfaktorene som påvirker lastbæringen er: sylinderen, akselen og lagrene, og bestemmes av det svakeste av dem alle. Generelt sett øker økning av veggtykkelsen bare sylinderens slagmotstand og har ingen betydelig effekt på lastbæreevnen.



GCS forbeholder seg retten til å endre dimensjoner og kritiske data når som helst uten varsel. Kunder må sørge for at de mottar sertifiserte tegninger fra GCS før de ferdigstiller designdetaljene.
Publisert: 05.07.2022